指将钢锭从钢锭模内脱出的一系列操作。钢锭浇注完毕至脱模的时间,从一桶钢最后一支(下注盘)钢锭浇注完毕至第一支锭开始脱模(脱帽)的时间称为钢锭的传搁时间。镇静钢钢锭,要求钢锭本体全部凝固方能开始脱保温帽,半镇静钢钢锭和沸腾钢钢锭的凝固层达到一定厚度即可脱模。各种钢锭在模内的传搁时间取决于钢锭的凝固速度或完全凝固时间,可根据经验计算或实验确定。小型钢厂生产单重3t以下的钢锭,一般以通用桥式起重机附加的脱模(锭)夹具或吊具完成脱模作业。用车注法生产大钢锭的钢厂在脱模跨间采用脱模(锭)机作业。
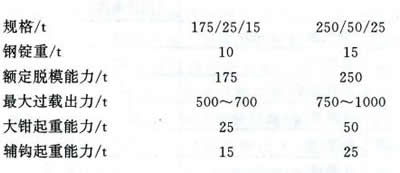
脱模(锭)机 基本任务是处理不同形状、尺寸和单重的钢锭,完成以下工艺操作:自由或强制脱模、脱保温帽、脱锭;自由或强制取下底板上的钢锭。现有的脱模机,多数依靠静力作用在起重机械上装配的夹扯和推顶专用工具。通过夹钳的开闭与提升运动和钢锭、钢锭模的重力作用完成各种自由脱模、脱帽和脱锭作业,利用推顶工具的顶、挡及与夹扯工具之间的相对直线运动而进行强制脱模(脱锭)作业。常用的脱模机为桥式(或半龙门式、地上走行式)脱模起重机,有的钢厂也装有地上(固定式)脱模装置。桥式脱模起重机的工作能力一般用强制脱模能力、自由脱模(起重)能力和辅钩起重能力表示。根据钢锭重量选定脱模机的能力,可参照以下经验公式:
P=(10~20)Q或P=75+10Q式中P为脱模机工作能力,t;Q为钢锭单重,t。
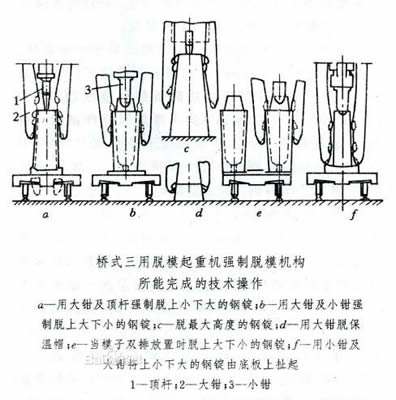
桥式脱模起重机的操作功能及夹钳形状见图。自由睨模使用大钳;自由脱锭使用小钳;强制脱模时下降顶杆顶住钢锭用大钳脱模;强制脱锭时贝ij用大钳制止模子随锭上升。地上脱模机一般只用于处理锭一模粘连预脱锭失败的上大下小钢锭,其操作是:用一对夹钳夹持模子下耳使之固定不动,开动顶杆使之上升伸入模子底孔,利用顶杆的顶推力撕开粘连部分将钢锭顶出钢锭模。
脱模工艺 车铸的各类钢锭的脱模工艺各不相同。
(1)上大下小带保温帽镇静钢钢锭。全桶钢浇注完毕,在原地静置40~60min后铸锭车移至专用线继续静置冷凝,再送至脱模跨间。达到规定的脱模时间开始按浇注先后顺序脱除保温帽,保温帽放在专用平板车上送回整模跨间。脱帽后开始按原顺序预脱锭(见图)。全部预脱完毕,将重载铸车送初轧厂均热炉跨间用钢锭装炉起重机将钢锭自模内取出并装入均热炉,载有空模的铸车返回整模跨间。
(2)上小下大钢锭(包括镇静钢、半镇静钢、沸腾钢钢锭),全桶钢浇注完毕原地静置30~40mim。然后铸车移至专用线继续静置冷凝,再送脱模跨间按浇注顺序脱模,钢锭模放置专用平板车上送冷却线(或整模跨间冷却台)冷却,重载铸车送初轧厂均热跨间由钢锭装炉起重机将钢锭由底板上取下装炉,铸车返回整模跨间。为减小上小下大钢锭脱模后送锭过程中散热,有的钢厂在脱模车间将钢锭自底板上取下放置在保温车内送均热跨间,以提高钢锭装炉温度。
