������ƪ����������[�й�Ļǽ��ALwindoor.com]�༭������������
����ժҪ ͭ��������Ļǽ��ʹ������Ƶ��������ơ�ѡ�ġ��ӹ��Ȼ��ڣ�����ص��������Ծ��������е��ѧ�������ӹ����ԡ��ͺ��ȶ�����Ϳ���������ȷ��涼�б�������������ְ��ȴ�ͳ�Ľ�������������װ�β�����������������о����ƶ��ض��������ӹ����գ����ܱ�֤���ճ��ֵ�Ļǽ��Ʒ��ȫ�ɿ��������;á�������ͭ��Ļǽ����Ϊ��������Ļǽͭ�弰ͭ�Ͳ��������ӹ����ա�
�����ؼ��� Ļǽ;ͭ��;ͭ�Ͳ�;��ɫ;��Ϳ;���;����;��װ;
����1. ����
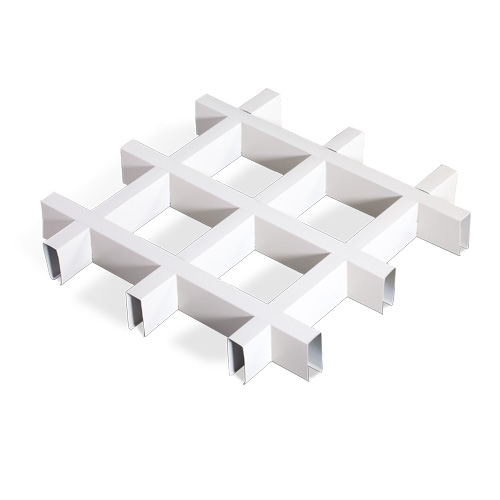
����ͭ��Ļǽ����������硢��̻Ի͵ĸ߹����ʽ���㷺��������ҵ�Ƴ磬Խ��Խ��Ӧ���ڸߵ��Ƶꡢ���ݡ���ҵ�����Ƚ�����ͭ�����������ߵ���Ȼ��ɫ�ʡ��ḻ�ļ�����������������������ʯ���Լ����������������ģ��ģ���Щͭ������洦����ʽ�����������������������еIJ�ͬ�γ��ֲ�ͬ��ɫ����ζ����߹���ŵ����ʺ��鶯�仯�Ļ������ܽ���ʦ��������
����ͭ��Ļǽ��Ҫ��ͭ�弰ͭ�Ͳij��֣����ڹ��ڣ�����Ļǽ��ͭ����Ͳĵļӹ�������û���Ƴ���Ӧ��ָ�������淶����������ѡ�ӹ����͡���ɫ�����ɡ���Ϳ��װ��������顢��ǿ�ӹ̡���װ�������������ϣ���Ҫͨ������������������������ʵ���С����о����ԺͿɲ����ԵĹ������̣�Ϊʵ�ʹ��̴����������ӹ�ͭ���ṩ���쾭����������ϡ�
����xxĻǽ���̾���������һ��������������������ʦ��Ļǽ������Ļǽʩ���Ŷӵ����ú���ĥ������ȷ������������������ʹ������Ч��������ͭ����һ����������Ϳ����Ի���û�������ˣ�����2��ƽ��ģ�İ���ͭ��Ӧ�ã����۶��ڽ��衢��ơ�ʩ����������߶����ӣ���Ҫ����������������ʧ����ˣ����Ǽ����Ŷӽ����˴����ĵ��С���֤�����ƣ������ͭ��Ļǽ����ơ������Ͱ�װ�ĵ�һ�����ϣ�Ϊ�����ɹ������һ����ͭ��Ļǽ��Ŀ�춨�˼�ʵ������
����2. ���ĵ�ѡ��
��������Ļǽ����������͵�ͭ�ģ����������õ�ǿ���ն�����ѧ���ܺ����õĻ�е�ӹ����ܣ��Ա�֤�ﵽĻǽҪ��;�������У�����ȷ������1.5mm��H62��ͭ��Ϊ������ģ���H59��ͭ��Ϊ�ͲĻ��ġ�
����H59��H62��ͭ���зdz��õ���ѧ���ܣ���̬���������������ԡ�����ҵ��ٿ��ṩ���Ϻã���̬������ѣ������ӹ��Ժã���ǥ�����������ʵ������¾������õ���ʴ�ԡ�
����3. ����ǽ������

����3.1 �������̣�����ʵ�ؿ���������о�����������
������ �������ϣ� ���������ϡ��۱߳��͡����ӡ���ĥ����������
������ Ԥ��������˿��ĥ��¶�������������ϴ������
������ ������ɫ��������ɫ����ϴ��������ɫ����ɫ����ϴ����ɡ���Ĥ������
������ �����գ�24Сʱ��˫����ĩ��Ϳ(��ɫ��)����ɡ�����
������ ��ǿ������������������3M����ճ��������������Ʒ����
������ ��Ʒ��װ����Ʒ��Ĥ������ǩ����Ʒ����װ������Ӳ��װ�����(������)��
����3.2 ����ǽ������õľ��飺
������ ͭ��������ɫ�������������װĤ����ֹ�������ɱ���ͬ�����Ӵ��䰵��
������ ͭ��������ɫ�������24Сʱ��ʵ�ַ�ĩ��Ϳ������һ������ɫ������ʱ������Ʊ䰵;��һ����ͭ������γ�����Ĥ��Ӱ���ĩ��Ϳ�ĸ�������
������ ������ɫ����������Ӱ��Ƚϴ������ʪ�����������ͭ��������ɫ����ɫ�仯�ܿ죬��������ͣ����
����4. ͭ����ɫ��ĩ��Ϳ����������
��������ʦҪ��ͭ����ɫ���������ɫ��ĩ��˫��̷⣬ʹͭ���������������ֹͭ����ʴ�ͼ�����ɫ��������Ϳ�ϳ��̾�û��ͭ������Ϳ��������������Ϳ������ҵ��ٿ��ṩ�����飬�����߹����ʱ���ֻ����Ϳ���ʱ���
����������Ҫ�����Ǿ����������ǽͭ�����������Ϳ��Ȼ���ô��һ���ʱ�����۲�ʵ��Ϳ����ɿ�����
����Ϳ�����ܵ�ʵ���Ҽ����Ŀ����������£�

���������Ŀ��Ҫ�����鷽��
����4.1Ϳ���ȼ�⣺
������ ͭ��װ������Ϳ����С�ֲ���ȡ�40��m��
������ Ϳ���Ȱ�GB/T4957�涨�ķ������в�����
������ ѡȡ������5��������ⶨͿ���ȣ�ÿ�����������������3����ֵ��
������ƽ��ֵ��Ϊ�õ�ֲ�Ĥ����������
����4.2�ɸ����Լ�⣺
������ Ϳ��ĸɸ�����Ӧ�ﵽ0��(�и���Ե��ȫƽ������һ�����������������䡱����ҵ��ٿ��ṩ��)��
������ ��GB/T9286�Ĺ涨��������Ϊ2mm��
������ ��ճ��������10N/25mm��ճ���������ڻ����Ϳ���ϣ�ѹ����������ȥճ�������ӵĿ�����Ȼ���Դ�ֱ��Ϳ�����ĽǶȿ�������ճ��������GB/T9286������
����4.3ʪ�����ԣ�
������ Ϳ���ʪ��������ﵽ0��(�и��Ե��ȫƽ������һ������)��
������ ��GB/T9286�Ĺ涨��������Ϊ2mm��
������ ���Լ�����38���5���ҷ���GB/T6682�涨������ˮ�н���24h��ȡ����������������5min�ڽ�ճ��������10N/25mm��ճ���������ڻ����Ϳ���ϣ�ѹ������ȥճ�����µĿ�����Ȼ���Դ�ֱ��Ϳ�����ĽǶȿ�������ճ��������GB/T9286������
����4.4��ˮ�����ԣ�
������ Ϳ��ķ�ˮ������Ӧ�ﵽ0��(�и��Ե��ȫƽ������һ������)��
������ ��GB/T9286�Ĺ涨��������Ϊ2mm��
������ ������GB/T6682�涨������ˮע���ձ���Լ80mm��������ձ��з���2����3���������Ƭ�����ձ��ײ�������ˮ���ڡ�
������ �����������ڷ�ˮ����20min������Ӧ��ˮ��10mm���£������ܽӴ������ײ�������������б���ˮ�²�����95�棬����ʱ���в�����еķ���GB/T6682�涨������ˮ���Ա���ˮ��߶Ȳ�����80mm��
������ ȡ����������������5min�ڽ�ճ��������10N/25mm��ճ���������ڻ����Ϳ���ϣ�ѹ������ȥճ�����µĿ�����Ȼ���Դ�ֱ��Ϳ�����ĽǶȿ�������ճ��������GB/T9286������
����4.5��������ʴ�ԣ�
������ ��1000Сʱ���������������Ŀ�Ӽ��������Ϳ����棬Ӧ�����ݡ�������������Ա仯���������������ʴ����Ӧ������4mm��
������ ���������ضԽ������������ߣ��������ģ��߶β��ᴩ�����Խǣ��߶θ��˵�����Ӧ�ԽdzɵȾ��룬Ȼ��GB/T10125���������������飬���涨������ʱ���Ŀ�Ӽ��Ϳ����棬�����Ĥ�µ��߲��ij̶ȡ�
����4.6��ʪ���ԣ�
������ ����1000Сʱ��ʪ�������Ŀ�Ӽ��������Ϳ����棬Ӧ�����ݡ�������������Ա仯.
������ ��GB/T1740�Ĺ涨�������飬�����¶�47���1�档
����4.7�����ͺ�����
������ ��1000Сʱ��믵������˹������ϻ������ɫ�̶ȡ�Ea*b��5��������>50%
������ ��GB/T1865-1997�з���1�Ĺ涨����믵Ƽ����ͺ����顣��GB/T9754��������ֵ����GB/T1766������ɫ�̶ȡ�

������ʵ���Ҽ�⣬���ܺ���ɫ�������仯���������˼�ⱨ��
�������ۣ���������������ɫ��ĩ��Ϳͭ������߱����ڴ��������Ŀ����ԣ����������ͺ���(���ˡ���������ʴ������)��������淶Ҫ��
����5 �ṹ�����ͺ�����������ճ��������
�����ṹ���ܷ��H62��ͭ���ݲ��������õ�ճ�����ܣ��DZ����о����ص㡣3mm����������ճ�Ӻ�Ȳ�����Ļǽ�淶��Ҫ�ṹ���ܷ���ͭ��Ӧ���Ϸ������õ���ѧ������Ҫ֤ʵ�����������ݱ�����������������Ӧ���飬�������˼�ⱨ�棬֤����ͨ�ṹ�����ͺ���H62��ͭ���ĵ�ճ���Ժ������������ã�ճ�Ӻ����2~3mmʱ��Ȼ�������ĽϺõ�ճ��ǿ����

����6 ͭ�塢����������������������������������ҵ��ٿ��ṩ����ǿ����4945��3M����ճ������
��������������ͭ��Ļǽ����1.5mm��˫����Ϳͭ�壬���ĵ�20�����ܼ�ǿ�����3M����ճ����ͭ�屳�档ͭ���ڱ���ҲΪ��Ϳ�棬Ϊ���ճ��������Ϳ��ͿҺ��
�����������Ұ��������⣬3M��������ճ��ǿ��Ҫ���ҳ����˼�ⱨ�档
����7 �ͺ�������
����ȡ��ĩ��Ϳͭ�塢������������������������������ҵ��ٿ��ṩ������ǿ����4945��3M������ճ�ӣ����ڴ�����90��(��ɹ����ˮ��)��ճ������ʧЧ����3M������130mm����15mm�����ڴ�����90�ա�ͨ�����顢����ǽ�������������ͺ��������֪����ĩ��Ϳͭ�塢������������������������������ҵ��ٿ��ṩ����ǿ����4945��3M������ճ�������ͺ������á�

����8 ����ͭ��������ӹ������о�
����8.1ͭ������R�ǵĿ���
��������Ч��Ҫ��ͭ�������R�Ǿ�����ҪС��
�����������dz����˰屳���ٲۺ����䣬������ͭ��ϱ�(1.5mm)���ٲ������ֲ�����������(����ͼ);�����ٲ�������ڲ�ý��к��Ӽӹ̣������Ӽӹ̺�ͭ�����������ֺ���������Ӱ�����Ч��;������溸�����µĺ���Ӱ���ǿ���ճ�ӡ����ϣ����Ǿ�����ȡ���ٲ����䡣һ�������Dz�����С���䵶�ߺ���С���䵶��������ó�1.5mmͭ����СR�ǿ�����3.5~4mm;��һ�������ǻ���ͬҵ�������ʦ��ͨ�����������ף�ͬʱ������չʾ��֤������Ӱ�콨��Ч��������ȡ�ø����Ͽɡ�
����8.2ͭ��ĺ��Ӵ�ĥ
��������������������������벻�������˿Ϊ������ü�������ͭ˿����һ������Ϊδ�����������������ӵ�ѹ����ѹ�Ƚϴ���ҧ��ͺ��ӱ�������Ƚ�����;�ڶ������������������˺��ӵ�ѹ�����������Ϻá�ͭ�庸�Ӻ������ɰ�ֶԺ����˹���ĥ��Ч�����á�
����8.3ͭ��ķ����������ײ�
����ͨ��������У����ڴ��ͭ��������ֻ�����������1015mm��ͭ�壬�����Ǿ���Ҳ�����ǰ�ġ�������ֻ������3m���������������ͭ����ȴ�100mm~1015mm���ȣ�������30���֣��������վ������Ͽ���Ϊ600/800/900/1000/1015���ֹ��ͭ��չ������3m���µIJ��ð�ģ�3m���ϵIJ��þ��ġ�ͭ������ײã�����ͭ���ײ�ʣ�µĴ������Ҳ��Ҫ��ŵǼ���ᣬ��������ʱ�������嵥���ײã����þ��á�
����9 �����о�
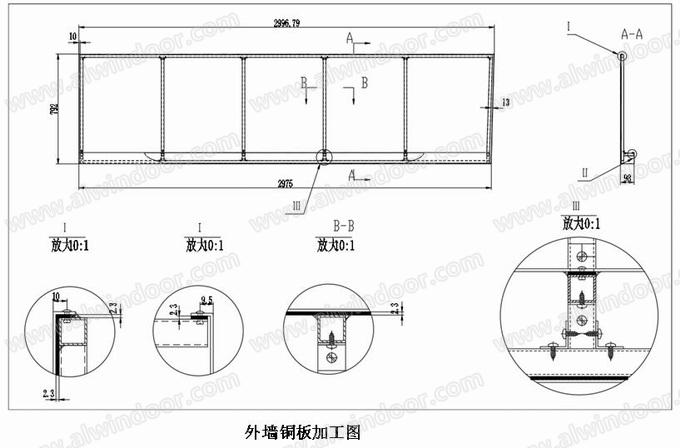
����9.1����ͭ��Ļǽ�������ʩ���������о���
��������ͭ��Ļǽ�ָ���Ϊ4.2m����������Ϊ4.7m��5.4m�Ĵ���ͭ��Ļǽ�ڱ������кܶ࣬��Щ������ͭ�����е�ӹ���������ɫ����ĩ��Ϳ��ճ�Ӽ�ǿ����䡢��װ�ȴ����鷳����ƹ��������Dz���С����ܷ��ӷ�ʽ����Բ�������
����9.2ͭ�Ͳ������Ͳ���ģ�����
���������̵�ͭ�Ͳ�ȫ���漰�������Ͳĵ���Ͽ۽����⣬ͭ�Ͳ��ϸ����������������ߴ�ƫ����п��ơ���ʹ����Ҳ���ܱ�֤ͭ�Ͳĵ������ܴﵽ���Ͳĵ�ˮƽ������һ���������Ͳ����ʱ�����˶�����䣬ʹ�����Ͳĺ�ͭ�ͲĿ۽����нϴ����������һ������������ͭ�Ͳij���������������Ʒ�������Ͳij��ң�
�������Ͳij��Ұ���ͭ�Ͳĵľ��Ƚ�����������ģ�����մﵽ������ϵ�Ŀ�ġ�
����9.3�������������������ؼ���Ҫ��
����A����ѧ���ܡ�������������������ȱ������㡶 GB-T 2059-2008ͭ��ͭ�Ͻ����� ��
����B����ѧ�ɷֱ������� ��GB-T 5231-2001 �ӹ�ͭ��ͭ�Ͻ�ѧ�ɷֺͲ�Ʒ��״��
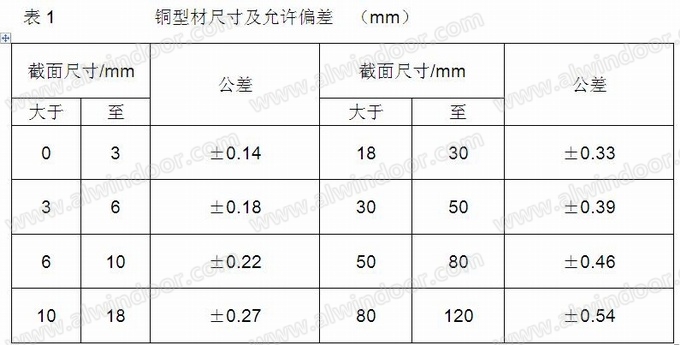
����C������ƫ��������� �� GB-T 17793-2010 �ӹ�ͭ��ͭ�Ͻ������ ���γߴ缰����ƫ�
����D����������Ӧ����GB-T 2059-2008��3.8���Ĺ涨��
����E����ͬ���δ��ģ����������ۿɷֱ��ɫ�
����F��ͭ������180���90���ʱ���������治�������ۿɼ����������������ơ�����ҵ��ٿ��ṩ������ӹ���IJ�Ʒ�۱߿��ȡ�15mm(����)
����G�����ĺ�Ȱ������ṩ�����Ʒ������ֵ��Χ���ϱ�;���ȺͿ�������ƫ�GB-T 17793-2010ִ�С�
����H��ͭ�����Ϻ�������ƽ������ͭ������Ӧƽֱ�������������2mm/m;����ͭ����ƽ��������չ�����ɳ��־ֲ����ݻ����ۿɼ��ľֲ���ƽ����
����I�����ĵı߲�Ӧ���룬���ѱߺ;��ߣ��ɱ�ë�̡�
����9.3.1 ͭ�ͲĿ�ģ��������
����A��H59ͭ�Ͳijߴ�Ҫ��
��������Ҫ���г�ͼֽ������������Ҫ����1ִ��
����A.1 ͭ�Ͳĵij��ȳߴ簴ͼ�ļ�������ִ�С�
����A.2 ͭ�Ͳĵ������Ȳ�����1.5mm/m��
����A.3 ͭ�Ͳĵ�Ťš�Ȱ�5237.1-2008��4.4.3�� ��11�е���ͨ�����ơ�
����B��ͭ�Ͳı�������Ҫ��
������ͬ����ͭ�Ͳģ����������ۿɷֱ��ɫ�
����ͭ�Ͳı���Ӧ�����𡢰��ݡ�ɳ�ס����ʵȡ������ȱ�ݣ�����2Ҫ����顣
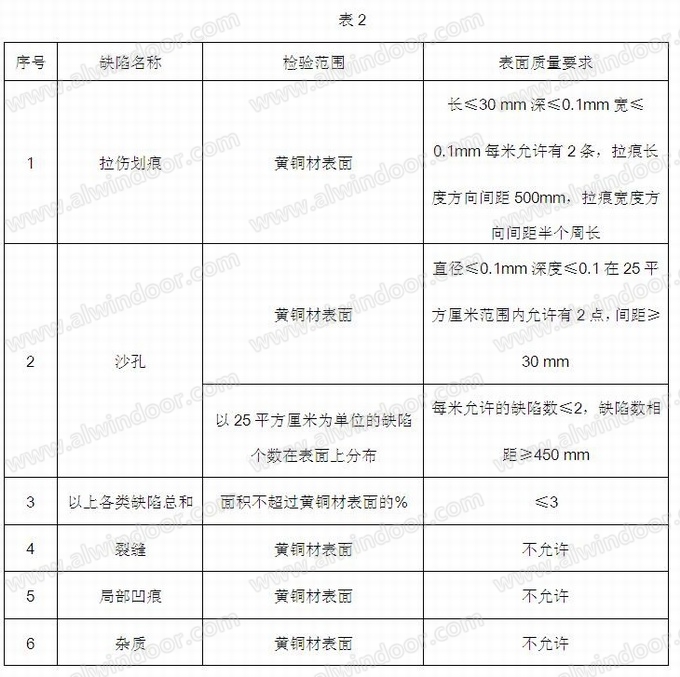
����ע��1��ͭ�ı�������ˡ����ۼ��飬���������ӹ���Բ����IJ�Ʒ��
����2�������깤����Ŀ�����Լ����Ʒ���棬�����ɳ�����ʵ��ȱ��Ӱ�쵽���װ���Եģ������IJ�����Ʒ���˻�������
����C����ѧ�ɷּ���
����C.1 ͭ�ͲĵĻ�ѧ�ɷ�Ӧ����GB/T5231-2001���ӹ�ͭ��ͭ�Ͻ�ѧ�ɷֺͲ�Ʒ��״��������Ӧ�ƺŵĹ涨��������ÿ����Ʒ���ṩ���ʻ�������Ա��档
����D����ѧ���ܷ���
����D.1 ͭ�Ͳĵ���ѧ���ܷ������¹淶Ҫ��
����GB-T 1527-2006��ͭ��ͭ�Ͻ����ƹܡ�
����GB-T 4423-2007��ͭ��ͭ�Ͻ����ư���
����YS-T662-2007��ͭ��ͭ�Ͻ��ƹܡ�
����YS-T649-2007��ͭ��ͭ�Ͻ��ư���
����D.2 �������ṩ������֤�ļ�(��ϸ�֤��������֤���)��Ϊ�������ݣ���ҪʱҲ�����ʼ첿������רҵ���������С���ѧ���ܷ�����������������ѧ���ܵ�Ԫ�غ������м��(����������GB/T1527����)��
����E����ƷӦ���Ƽ����������������������������������������������ƺ����ա�
����9.3.2���ɺ��H59ͭ�Ͳġ�H62��ͭ�岻�����κεĿ���������Ӱ���Ʒ������۵�ȱ�ݣ���������ֱ���ϸ�Ϊֹ;
����9.3.3��ɵ�H59ͭ�Ͳġ�����H62��ͭ�壬ͬ���β�Ʒ�Լ�ͬ����ɫ�IJ�ͬ���β�Ʒ��1������������Χ�ڣ���������Ϳ�Ժ�Ӧ�����Ե���˿��������ɫɫ��;
����9.3.4�Ѿ�������Ϳ��ͭ�壬Ӧ���������ۿɼ�ɫ�
����9.4ͭ��İ�װ�����������䡣
������Ʒͭ��İ�װ��������װ+Ӳ��װ�ķ�ʽ����������ɺ���������Ĥ���ã�����Ӳľ��װ�䡣��װ������ǩ��ţ�ȷ����ÿ�������ж���ר�˸��𱣹ܡ�
����10 �ص��ѵ�
����10.1 ͭ�塰������ɫ����ɫ��ɫ������24 Сʱ��ʵ����Ϳ��������ˣ�������ɫ���ͭ��Ҳ�������ϲ����ȷ�����̴���ͭ����沢����Ĥ��װ���ӻ���������������
����10.2 �������ΰ塢�������͡��Ʋ����͡�������������Ҫ��Solidwork ��ʵ��ģ�ͽ������ϣ���ʱ��������Ҫ���߷����Ӳ�Ͷ���ʵ������������д�����ͼ������������Ա�ڲ�ͼ����������ʱ�������ӹ����ղ������á�������ء������ۣ�ȷ���ӹ�ͼֽ���տ��С�
����10.3 ͭ�ıȽϹ��أ���Ҫȷ�Ļ���ÿһ��ͭ��ļӹ�ͼ�ͷ�����ÿһ��ͭ���չ��ͼ������������ά�����������ײ�����������������ͼֽ��ˣ������ĺ��߲����ײ���;
����10.4 �ڲ��ı佨�����Ļ����ϣ��Գ�������в�ֲ���ȡ�ܷ��ӣ������ʽΪ�������Դ�����Ҫ��֤��ӵĽ��º�ƽ����
����11 ����
����ͨ���������кʹ���������������������������ʵ���еļӹ����շ����ͼ������Ҫ��Ϊ���̵�ʵ�����������˼�ʵ�Ļ������ɱ��õ�����Ч���ƣ�������������ҲΪ���ǻ��������ƹ��̵ĸ����澭�顣
���ߵ�λ����������������������ѯ����˾